Производство алюминиевых окон и дверей
- Сырье для производства алюминиевых профилей
- Оборудование для изготовления алюминиевого профиля
- Базовые требования к цеху для изготовления алюминиевых профилей
- Производство алюминиевого профиля для остекления
- Технологический процесс изготовления оконных и дверных конструкций из алюминия
- Хранение, транспортировка алюминиевых профилей
- Заключение

Алюминиевые окна постепенно становятся не менее популярными, чем пластиковые. Они долговечны, устойчивы к факторам внешней среды, не боятся коррозии за счет финишного покрытия. Герметичные системы с терморазрывом защищают от холода не менее эффективно, чем ПВХ конструкции. Процесс изготовления алюминиевых окон, дверей несколько отличается от производства пластиковых окон. Разберем его особенности.
Сырье для производства алюминиевых профилей
 Основное сырье – алюминиевый сплав АД-31 или 6063. На его основе получают прочные системы с небольшим весом, отличающиеся долговечностью, пластичностью, антикоррозийной стойкостью, эстетичностью, простотой ухода. Основной завод-поставщик сплава – ОАО «Русал», который обеспечивает около 80% рынка, заключает договора с производителями алюминиевых конструкций.
Основное сырье – алюминиевый сплав АД-31 или 6063. На его основе получают прочные системы с небольшим весом, отличающиеся долговечностью, пластичностью, антикоррозийной стойкостью, эстетичностью, простотой ухода. Основной завод-поставщик сплава – ОАО «Русал», который обеспечивает около 80% рынка, заключает договора с производителями алюминиевых конструкций.
В сплав, помимо алюминия, входят кремний и магний, система называется авиаль. Доля алюминия – более 97%, в качестве дополнительных компонентов в состав включается марганец, повышающий устойчивость к механическим нагрузкам; титан, хром.
Недостатки сплава: хрупкость при перегреве, относительно небольшая механическая прочность. Для улучшения характеристик сплав подвергают обработке при высоких температурах, состариванию.
Оборудование для изготовления алюминиевого профиля
Для производства алюминиевых окон необходимо профессиональное оборудование. Это пилы для нарезки профиля. На заводах используются одно- и двухголовочные пилы ручного или автоматизированного режима. Второй вариант актуален для серийного изготовления. Копировально-фрезерные станки необходимы для фрезерования профиля под фурнитуру, замки, шпингалеты. Угловая сборка осуществляется при помощи гидравлических или пневматически углообжимных прессов. Для проверки качества готовых конструкций применяется проверочный стенд.
Для производства окон из алюминиевого профиля используется профессиональное оборудование:
- Пилы. Необходимы для резки профилей под заданным углом. С ручным или автоматизированным управлением.
- Углообжимные прессы. Для сжатия профилей. Бывают гидравлическими, пневматическими или комбинированными.
- Торцефрезерные станки. При производстве алюминиевых окон, дверей они необходимы для обработки торцов. Одновременно способы обрабатывать до 6 профильных конструкций.
- Копировально-фрезерные станки. Используются для просверливания отверстий под петли, ручки, замки.
- Фурнитурные станции. Необходимы для монтажа поворотно-откидной фурнитуры.
- Рольганги. Позволяют просверливать точные отверстия в профиле.
- Станок для нарезки штапиков.
- Листогибочное оборудование – для производства нащельников, фасонных деталей.
Выбор конкретных наименований станков и оборудования зависит от масштабов производства. И будет различным у небольшого предприятия, работающего с окнами и дверьми, или крупного завода алюминиевых конструкций в Москве или других городах России.
Базовые требования к цеху для изготовления алюминиевых профилей
 Для нормального функционирования цеха по изготовлению окон и дверей из алюминиевого профиля необходимо, чтобы помещение соответствовало нормативам. Его площадь – от 150 м2. Высота потолков – не менее 3 метров.
Для нормального функционирования цеха по изготовлению окон и дверей из алюминиевого профиля необходимо, чтобы помещение соответствовало нормативам. Его площадь – от 150 м2. Высота потолков – не менее 3 метров.
Другие требования:
- Площадь склада – не менее 50 м2.
- Отличное освещение рабочих зон с аварийным источником тока на случай поломки.
- Станки и производственные линии должны соответствовать требованиям безопасности.
- Должна быть продумана эвакуации.
- Работа станков – от трехфазного тока, поэтому потребуется система с напряжением 380 В. Желательно оборудовать резервное подключение.
- Все устройства с электроприводом обязательно заземляются.
- В помещении обустраивают приточно-вытяжную вентиляцию, устанавливают средства личной и противопожарной защиты.
Производство алюминиевого профиля для остекления
Производство алюминиевого профиля ведется методом экструзии. Суть технологии – продавливание предварительно разогретого материала (болванки) через отверстие необходимой формы. Экструзия может сочетаться с гибкой.
Этапы:
- Прогрев пресса и заготовок.
- Прессование профиля – его пропуск через отверстие.
- Резка для получения необходимого размера, декоративная обработка.
Производство алюминиевых профилей может быть стандартизированным – по размерам, зафиксированным в нормативной документации. Или на заказ по чертежам заказчика – для реализации разных проектов. Вне зависимости от способа ответственные заводы-изготовители применяют многоступенчатый контроль качества, тестируют изделия, выявляют брак.
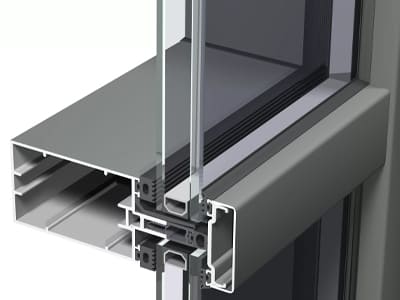
Для повышения теплоизоляционных характеристик поверхности профиля покрывают полимерным слоем, который также придает декоративность, защищает от коррозии. Есть теплая разновидность алюминиевых окон – системы с термовставкой из полиамида. Она помещается между камерами, препятствуя формированию мостиков холода.
Декорирование
Чтобы алюминиевый профиль смотрелся эстетично, был защищен от коррозии, используется несколько вариантов декора. Это порошковое покрытие полимерами. Сначала сухой состав напыляют на металл, затем – полимеризуют в специальной печке под высокой температурой.
 На первом этапе с поверхности удаляют загрязнения, окислы, фосфаты, а также обезжиривают ее. Затем профиль помещают в камеру напыления, где проводится процесс окрашивания. Завершающий этап – температурное воздействие, при котором покрытие сцепляется с молекулами металла, образуя пленку, устойчивую к механическим воздействиям. После охлаждения профиль готов к монтажу.
На первом этапе с поверхности удаляют загрязнения, окислы, фосфаты, а также обезжиривают ее. Затем профиль помещают в камеру напыления, где проводится процесс окрашивания. Завершающий этап – температурное воздействие, при котором покрытие сцепляется с молекулами металла, образуя пленку, устойчивую к механическим воздействиям. После охлаждения профиль готов к монтажу.
Сублимация – процесс придания конструкции из алюминия фактуры природного материала. Предварительно поверхности окрашивают порошковой краской, затем – наносят на них специальную текстурную пленку, выкачивают воздух. И подвергают термальному воздействию, при котором происходит сцепление молекул красящего пигмента и верхних слоев металла. Получается интересная имитация гранита, мрамора, дерева, которую невозможно повредить. Также процесс может называться вакуумное термопрессование.
Анодированные алюминиевые профили эстетичны, хорошо защищены от коррозии. Поверхности предварительно обезжиривают, затем – погружают в электролитовый раствор с плотностью 15 мА на см2. Примерно через 90 минут изделие можно доставать из ванны. Анодирование позволяет получить прочное покрытие в коричневом, золотом, сером, черном, других тонах со стильным эффектом «металлик» для дизайнерских проектов. Плюс такой обработки – возможность через десятки лет эксплуатации вернуть изделию новизну, яркость оттенков методом абразивной очистки.
- Заготовки
- Установка уплотнителя
- Сборка и монтаж фурнитуры
- Установка заполнения
Первый этап производства алюминиевых профилей на заводах Москвы – изготовление плоских несущих рам каркаса, створок. Предварительно разрабатывается проект. При помощи компьютерных программ рама раскладывается на составляющие с конкретными размерами и углом подрезки. Данные заносят в систему автоматизированного станка.
Проводится раскрой, нарезка, фрезеровка профиля. Рамы и створки нарезают под углом 45 градусов, импосты – под 90 градусов. Проделывают дренажные отверстия под ручки. Поскольку работы сопряжены с большим количеством металлической стружки, пыли, после раскроя элементы продувают сжатым воздухом.
После этого элементы собираются в единую конструкцию, фиксируются финтами. После сборки проводится окрашивание в любой оттенок по RAL.

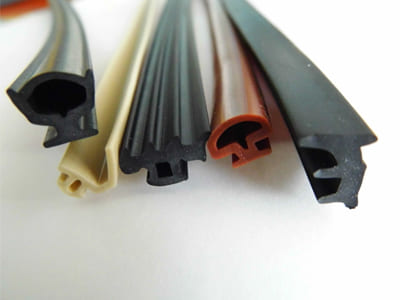
Полимерный уплотнительный контур обязателен для монтажа в местах контакта двух элементов из алюминия. Кроме того, его устанавливают на штапике, фиксирующем стеклопакет в створке, по периметру рамы и створки для герметичности, защиты от промерзаний, протечек. На участках стыка профилей между собой монтируются уплотняющие прокладки. Обрезают уплотнительный контур под углом 45 градусов.
Нормативный документ, в котором обозначены требования к уплотнителям – ГОСТ 30778-2001.
При изготовлении окон из алюминиевого профиля на заводах перед сборкой элементов в единую конструкцию, проводят монтаж фурнитуры. Сначала устанавливают петли, затем – раздвижные, поворотные или откидные подвижные элементы. После этого ставят запирающие элементы, ручки, дополнительные аксессуары, например, электропривод.
Чаще всего фурнитурные элементы поставляются со смежного производства. Они соответствуют размерам посадочных мест в профиле.
Сборка рам и створок при изготовлении алюминиевых окон на заказ на заводах в Москве или России осуществляется обжимом углов на специальном обжимном прессе. Стоимость такого процесса достаточно высокая, поэтому производители заменяют его на крепление профилей саморезами, винтами, линейными планками. В итоге получается конструкция, которую можно разобрать и собрать повторно без повреждений.
Дальнейшая технология производства различается в зависимости от конкретного объекта. Входные группы из алюминиевого профиля проектируются с учетом требований заказчика, монтируются по ГОСТ. При составлении проекта остекления фасадов витражами важно выполнить грамотные расчеты, учесть допустимую нагрузку на несущие конструкции и фундамент постройки.

Параллельно с изготовлением алюминиевых профилей на заказ или по стандартным размерам, проводится производство стеклопакетов. Технология включает несколько этапов:
- Раскрой стекла, при котором важно избежать сколов.
- Мойка стекла.
- Гибка металлопрофиля для производства спейсеров, их первичная герметизация.
- Шлифовка краев.
- Сборка, прессование, повторная герметизация стеклопакетов.
Готовые стеклопакеты устанавливаются в профиль, фиксируются штапиками. Далее проводится проверка на специальных стендах.
Хранение, транспортировка алюминиевых профилей
После изготовления рам из алюминиевого профиля важно обеспечивать правильную транспортировку и хранение оконных, дверных систем. Доставка возможна любыми видами транспорта, профили для окон или дверей перевозят вертикально, поставленными по направлению движения транспорта. Хранение – в закрытых помещениях, под углом 10-15 градусов, на деревянных поддонах. Для того чтобы не допускать соприкосновения, между профилями помещаются прокладки.
Заключение
![]() Производство конструкций из алюминиевого профиля – важный процесс. Завод должен располагать всеми необходимыми станками, оборудованием, использовать многоступенчатый контроль качества, отбраковывать изделия, не соответствующие нормативам. Имеет значение не только изготовление, но и организация правильной транспортировки, хранения. Только в этом случае системы прослужат заявленные 80 и более лет, будут прочными, устойчивыми к разным видам нагрузок, стабильными.
Производство конструкций из алюминиевого профиля – важный процесс. Завод должен располагать всеми необходимыми станками, оборудованием, использовать многоступенчатый контроль качества, отбраковывать изделия, не соответствующие нормативам. Имеет значение не только изготовление, но и организация правильной транспортировки, хранения. Только в этом случае системы прослужат заявленные 80 и более лет, будут прочными, устойчивыми к разным видам нагрузок, стабильными.
Чтобы получить качественные алюминиевые конструкции, обращайтесь в «Окна 2.0». Наши специалисты проводят замер проема, чтобы системы точно соответствовали габаритам проема. Проводим профессиональный монтаж по ГОСТ, предоставляем гарантии.